
Ozone Injection into Water
Why Venturi Injectors Are the Preferred Choice for Ozone Injection What is an Ozone Venturi Injector? When it comes to dissolving ozone into water, a […]
Ozone Injection into Water Read More »
Why Venturi Injectors Are the Preferred Choice for Ozone Injection What is an Ozone Venturi Injector? When it comes to dissolving ozone into water, a […]
Ozone Injection into Water Read More »

Oxidation Technologies services and provides replacement parts for Hess Ozone Generators! If you are looking to keep your Hess Machine running, Oxidation Technologies has the
We Service Hess Machine! Read More »

We have new portable monitors available, all with different features! Let our team help you find your ideal monitor to ensure safety and efficiency at
New Ozone Monitors Available Now! Read More »
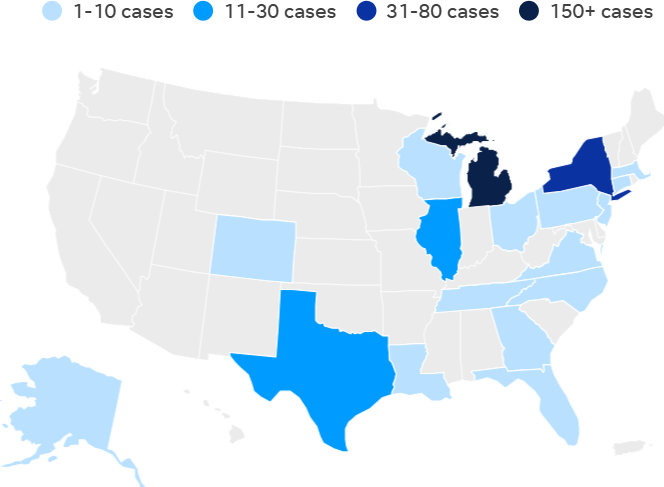
Recent reports of Cyclospora infections across the United States have renewed interest in food safety and produce sanitation. This article explores what Cyclospora is, how
Ozone Kills the Parasite Cyclospora Read More »

At Oxidation Technologies, we are always looking for ways to better serve our customers around the world. That’s why we are excited to announce the
Expanding Global Access with Arabic Translation in Sur, Oman Read More »
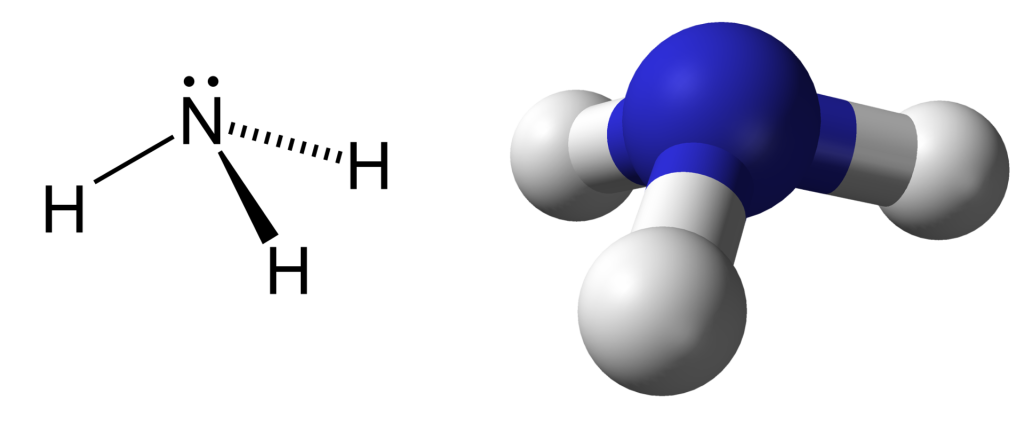
Ozone is widely used in water treatment for disinfection and organic pollutant removal and is also effective for ammonia (NH3-N) removal, particularly in wastewater and polluted source
Ozone Removes Ammonia from Water Read More »

Ozone-Based Hydrogen Sulfide (H₂S) Reduction to Eliminate Corrosion and Odor in Municipal Wastewater Systems Reduce corrosion and eliminate odor by reducing anaerobic sulfate-reducing bacteria (SRB)
Eliminate Corrosion and Odor in Municipal Wastewater Systems Read More »

This Fourth of July, the Oxidation Technologies team proudly took part in the Inwood Independence Day Parade, and we couldn’t be more grateful for everyone
Community Support – July 4th Parade Read More »
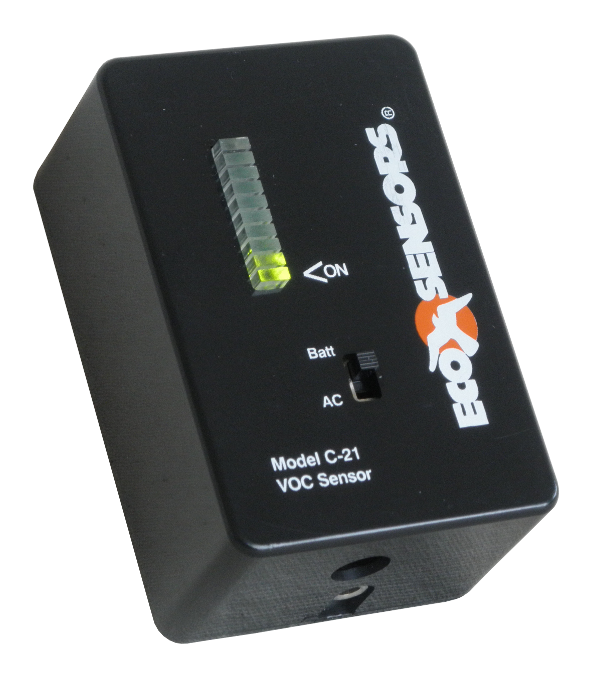
Need an easy way to monitor VOCs in your facility? The C-21 VOC Gas Sensor provides reliable detection of solvent vapors and volatile organic compounds
Simple VOC Monitoring with the C-21 Gas Sensor Read More »
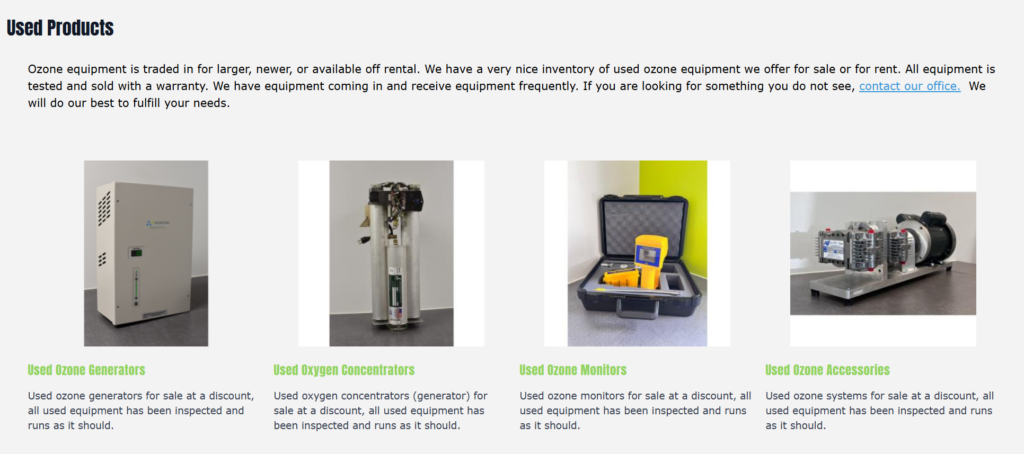
For many customers, it’s a great opportunity to get the equipment they need at a lower price. Used Products Ozone equipment is traded in for
“Why Buy New When Used Will Do?” Read More »