
Needing more Ozone Output?
An oxygen concentrator’s job is to take normal air (about 21% oxygen) and produce a stream of oxygen that is up to 95% pure. That […]
Needing more Ozone Output? Read More »
An oxygen concentrator’s job is to take normal air (about 21% oxygen) and produce a stream of oxygen that is up to 95% pure. That […]
Needing more Ozone Output? Read More »

Ozonated oils—oils infused with ozone (O₃)—have started to attract interest in the beauty and wellness industries, particularly in the area of hair and scalp care.
Exploring the Potential of Ozonated Oils in Hair Care Read More »

At Oxidation Technologies we take pride in keeping ozone systems performing at their best, long after their original installation. Our skilled technicians specialize in ozone
Rebuilding Pacific Ozone SGA-22 Ozone Generator Read More »

The Single Head OC-3 Pump is designed for safely and efficiently compressing ozone gas in a wide variety of applications. With its durable construction and
Single Head OC-3 Pump – Reliable Ozone Gas Compression Read More »

The WP-1 Pump is an excellent solution for efficiently dissolving ozone into water or pumping ozone water in a variety of applications. Designed for durability
WP-1 Pump – Reliable Ozone Water Pumping and Injection Read More »

The TOX-20 Oxygen Generator is designed to deliver a dependable oxygen supply for demanding applications. With an output of 20 SCFH oxygen flow at up
TOX-20 Oxygen Generator – Reliable, Rebuildable, and Economical Oxygen Supply Read More »

When conventional treatments fail, it’s sometimes the most unexpected remedies that offer hope. The Case That Caught My Eye In a July 2025 case report
A Promising Twist in Acne Management: Topical Ozone Therapy for Refractory Acne Read More »
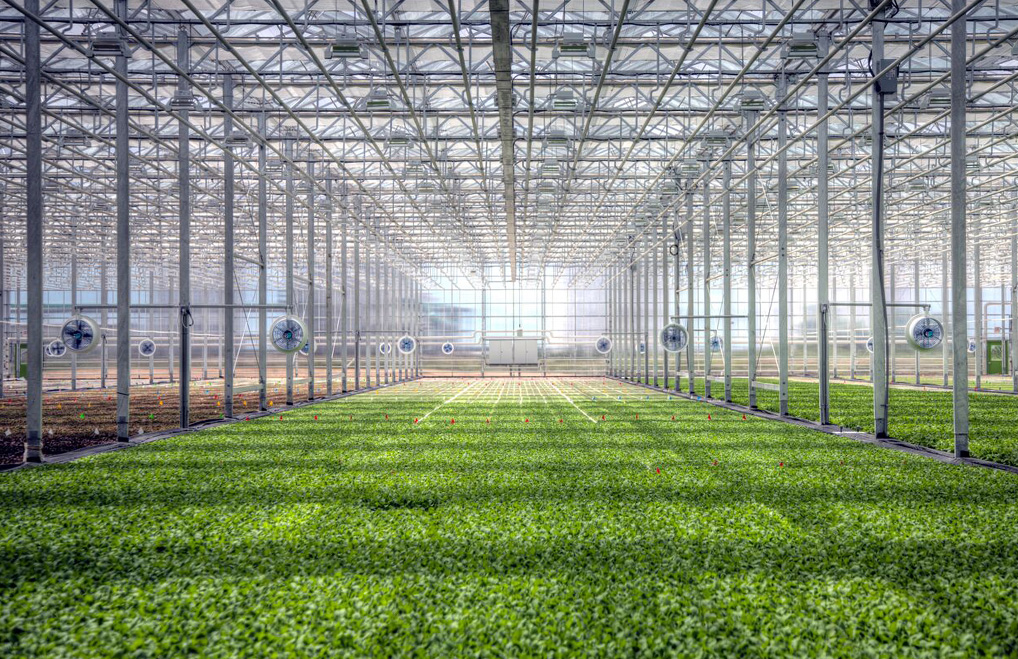
Hydroponic greenhouses are becoming an increasingly popular method for growing high-quality leafy greens year-round. By eliminating soil and delivering nutrients directly through water, these systems
Ozone in Hydroponic Greenhouses for Leafy Greens Read More »

Ozonated olive oil is a unique product made by bubbling ozone and oxygen gas into pure olive oil until the oil thickens into a paste-like
Ozonated Olive Oil: Nature Meets Ozone Technology Read More »

Ozone systems often require gas to be pressurized for specific applications—whether to inject ozone into water lines, fill tanks, or deliver ozone to high-pressure environments
Quad Head OC-7 Pump: A Powerful Solution for Pressurizing Ozone Gas Read More »