Clean Dry Air
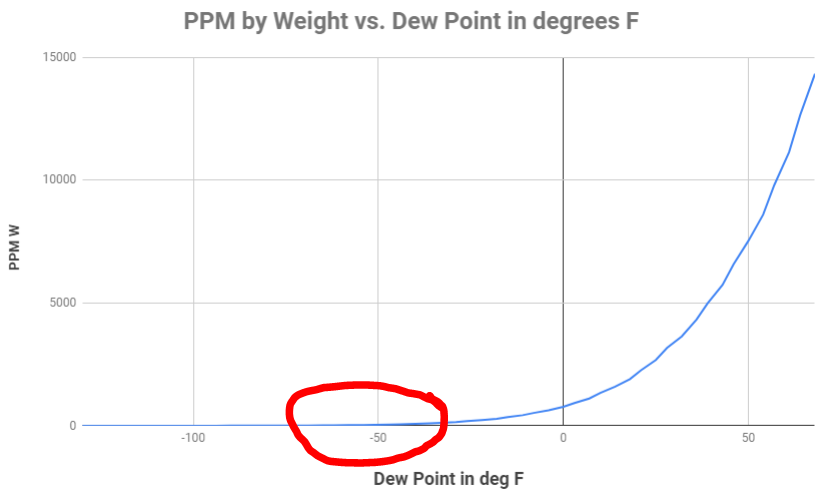
Long term, reliable operation of an ozone system depends largely on clean, dry air. Unless you have liquid oxygen (LOX) as an oxygen source, your […]
Long term, reliable operation of an ozone system depends largely on clean, dry air. Unless you have liquid oxygen (LOX) as an oxygen source, your […]
Video unboxing and showing the accessories that are shipped with the Aeroqual S-200 Ozone Monitor.
Aeroqual S-200 Ozone Monitor Read More »

Ozone injected directly into the sewer pipe in the lift station controls vent odor problems, reduces monthly chemical costs, and pre-treats sewage coming into the
Reduce Lift Station and Vent Odor Problems with Ozone Read More »
new research has demonstrated how ozone used in packaging technology can extend shelf life of poultry
Ozone use in Poultry Processing Read More »