Food safety is more important than ever. With growing concerns over chemical residues, contamination, and environmental impact, companies across the food industry are turning to better, smarter sanitation tools. One of the most effective? Ozone.
At Oxidation Technologies, we’ve seen firsthand how ozone is reshaping food processing operations—from farm to factory. Let’s take a look at how this powerful tool is being used today and why it’s such a game-changer.
What Is Ozone and Why Use It?
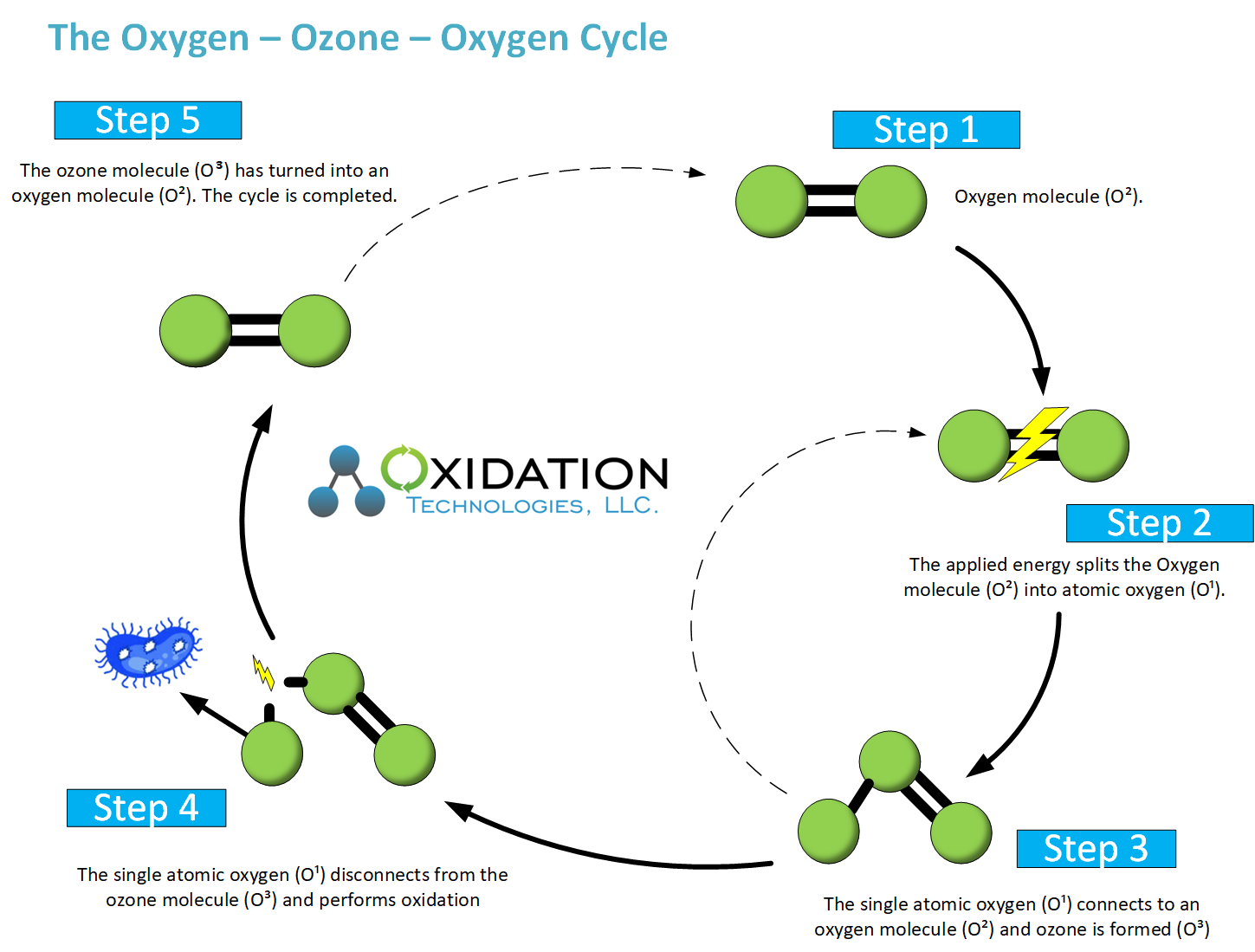
Ozone (O₃) is a highly reactive gas made of three oxygen atoms. It’s an incredibly strong oxidizer—far more powerful than chlorine—and it breaks down quickly into regular oxygen after use. This makes it perfect for food processing environments where cleanliness, safety, and sustainability matter.
Here’s the best part: ozone works fast, leaves no harmful residues, and doesn’t require any added chemicals.
How Ozone Is Used in Food Processing
1. Treating Food Directly
Ozone can be used directly on food products—like fresh produce, meats, seafood, and poultry. It helps reduce or eliminate bacteria, viruses, molds, and spores without altering the food’s taste, color, or texture. Whether it’s a quick rinse on lettuce or a wash cycle for chicken, ozone is safe and effective.
2. Sanitizing Equipment and Surfaces
Ozone is a powerful tool in clean-in-place (CIP) systems. It can be used to sanitize food processing equipment, cutting boards, conveyor belts, and tanks. Unlike hot water or harsh chemicals, ozone requires less energy and doesn’t leave behind chemical residues or biofilms.
3. Cold Storage and Air Treatment
In cold rooms and storage areas, ozone gas helps prevent spoilage and reduce odors. It actively kills airborne bacteria and molds, extending the shelf life of stored products and keeping storage environments cleaner and more sanitary.
4. Grain and Feed Applications
Ozone is also used to treat grains and feed ingredients. It helps break down pesticide residues and can significantly reduce mycotoxins—making stored ingredients safer for both human and animal consumption.
Why More Processors Are Choosing Ozone
- No Residues – Ozone naturally breaks down into oxygen, so there’s nothing left behind on food or surfaces.
- Fast-Acting – Kills microbes in seconds—much faster than chlorine-based sanitizers.
- Environmentally Friendly – No need to store or dispose of chemical cleaners.
- Improved Shelf Life – Fresher food lasts longer and stays safer during distribution.
- Cost Savings – Reduces water, energy, and chemical usage over time.
Real-World Results
Companies in a wide range of industries—fresh-cut produce, meat and poultry, seafood, beverage, and dairy—have seen strong results using ozone. It’s being used in rinsing tanks, dip stations, packaging lines, cold rooms, and even misting systems.
Studies have shown that ozone can achieve significant reductions in dangerous pathogens like E. coli, Salmonella, and Listeria. It’s one of the most effective tools available for modern food safety.
Safety and System Design
While ozone is incredibly effective, it must be used responsibly. High concentrations of ozone gas can be harmful to people, so proper ventilation, safety training, and monitoring systems are essential.
Additionally, some materials—like certain types of rubber and plastic—can degrade when exposed to ozone. That’s why choosing the right system design and materials is so important.
At Oxidation Technologies, we help our customers choose components that are ozone-compatible and built to last.
Is Ozone Right for Your Facility?
If your food processing operation is looking to:
- Reduce chemical use
- Improve sanitation
- Meet consumer demand for clean-label products
- Lower operating costs
- Increase shelf life
- Eliminate harsh cleaning agents
…then ozone could be the solution.
How Oxidation Technologies Can Help
We design and support custom ozone systems for:
- Food wash and rinse lines
- CIP sanitation
- Cold storage and air treatment
- Packaging environments
- Feed and grain treatment
Our team works closely with processors to ensure every system is safe, effective, and compliant. Whether you need a full-scale installation or a pilot setup to test ozone in your operation, we’re here to help. Ozone isn’t just a trend—it’s the future of food safety. It’s cleaner, faster, and more sustainable than traditional methods. And it’s already being used by some of the most recognized names in the industry.
If you’re ready to explore how ozone can transform your food processing system, reach out to us at Oxidation Technologies. We’re here to guide you through every step—from system design to installation and training.
You can read the entire article here: https://www.food-safety.com/articles/4369-recent-ozone-applications-in-food-processing-and-sanitation
This article was written by lead author Rip Rice, widely regarded as a founding figure in the field of ozone science and application.