
Oxidation Technologies builds a wide variety of ozone injection systems. However, we also customize our wide range of systems with standard optional equipment we offer on any one of our systems. Below are a few examples of custom systems we have provided recently.
OST-40 Ozone Injection System with options:
- Dissolved ozone meter 0-10 PPM
- ORP monitor
- Water flow switch – turn system ON/OFF based on water flow
- Ozone off-gas scrubber
- High ambient temp alarm
- Internal air compressor
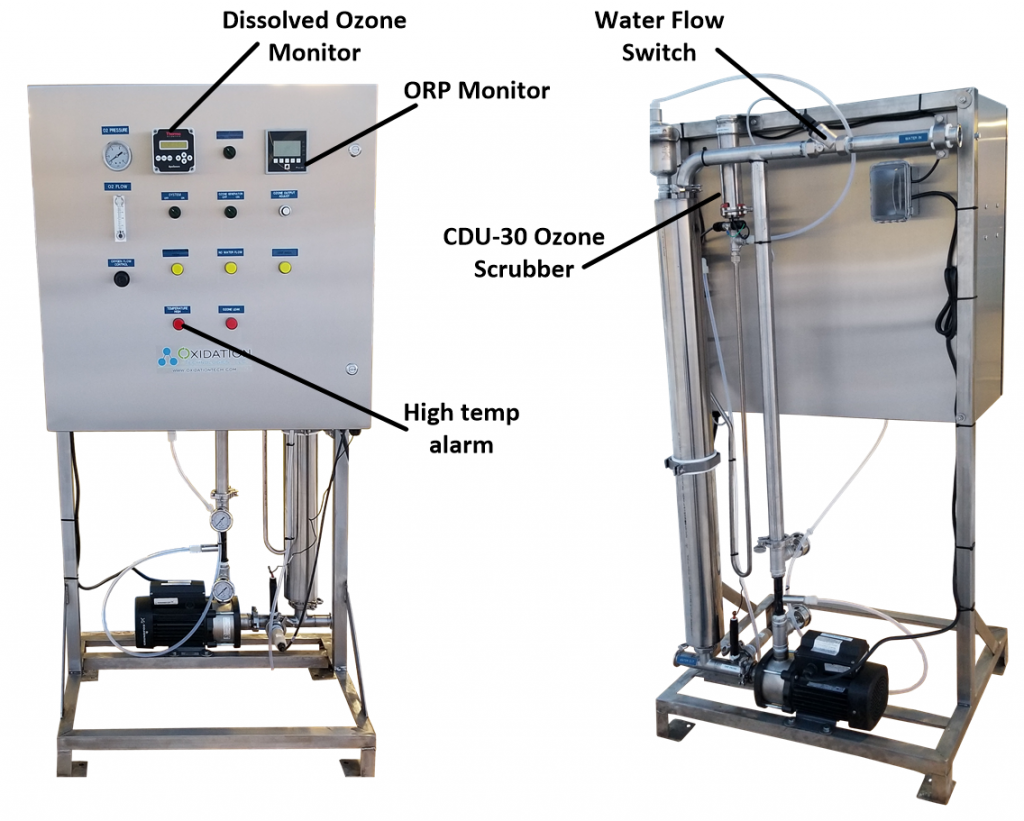
Ozone levels in water can be controlled with either the Dissolved ozone meter, or the ORP meter, or both. The ozone generator will turn OFF when high limit ozone in water, or ORP limits are reached.
An internal air compressor is used to provide compressed air to the system, only electrical power is required for this system. Due to the internal compressor and potential environment, the high temp alarm was also added.
OST-20 with Ozone gas control options:
- Dissolved ozone meter 0-10 ppm
- Ozone gas output valves x10
- HMI touchscreen for ozone level and timer controls
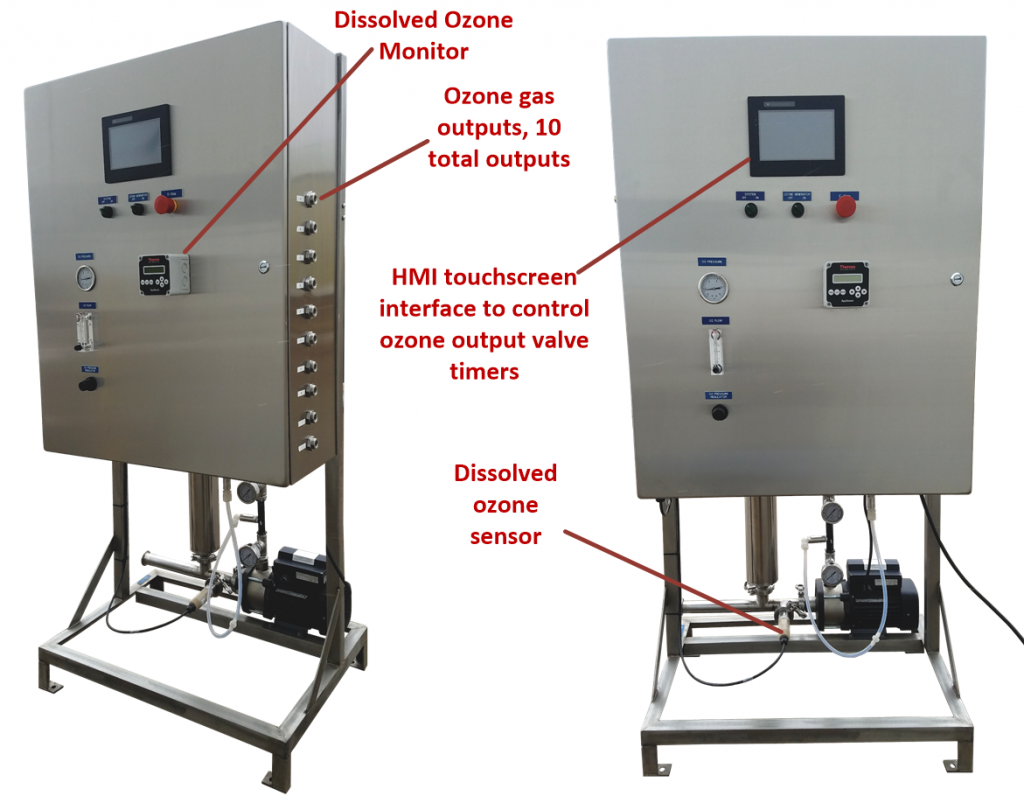
This system features ten ozone output valves to distribute ozone to 10 separate cold storage rooms. Ozone gas levels are measured and controlled with remote ozone meters, ozone levels are displayed on the HMI panel. Both controlled ambient ozone levels, and timers are controlled on the HMI panel. This data can all be viewed remotely from any location via an internet connection.
OST-30 Ozone System with two injection systems:
- Second ozone injection loop for 2 water streams
- Larger 30-gallon ozone contact tank for water disinfection
- Dissolved ozone meter 0-10 ppm for surface sanitation loop
- ORP meter for water disinfection loop
- CDU-30 ozone scrubber
- High ambient temp alarm
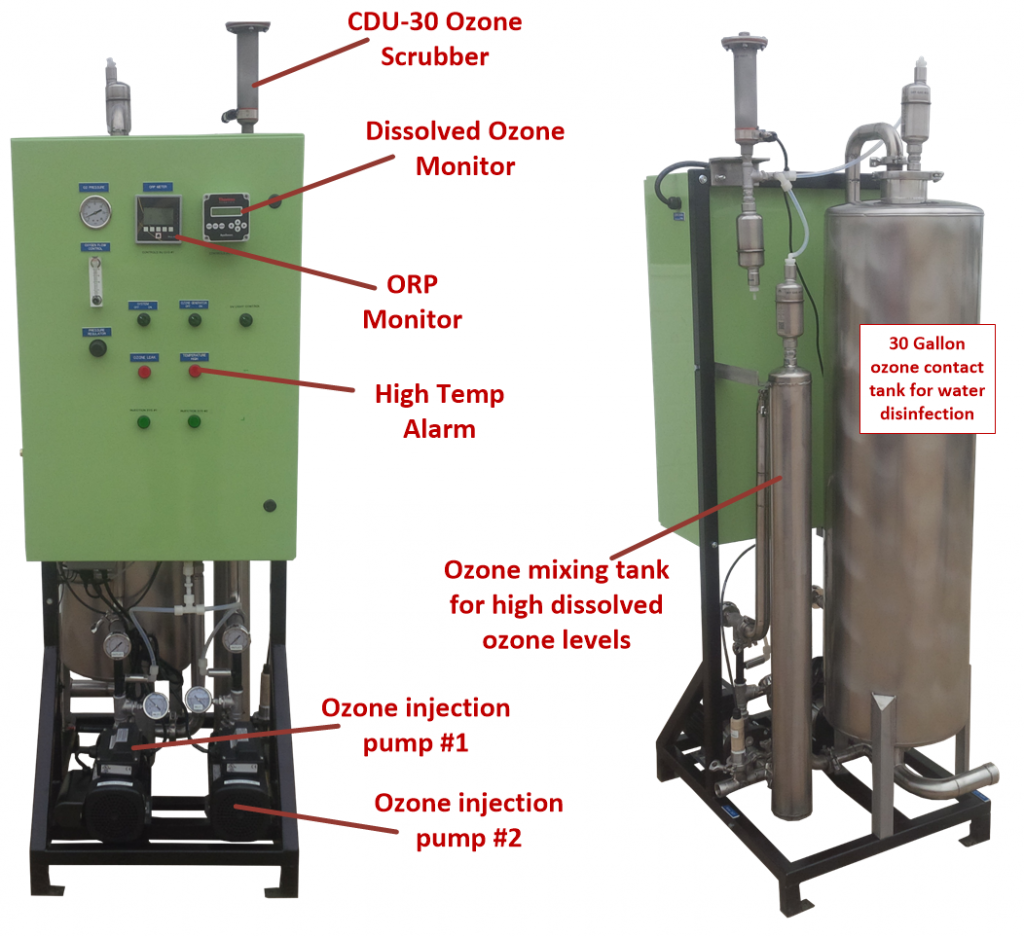
One ozone injection system with two separate injection loops.
Injection loop #1 features a 30 gallon ozone contact tank and an ORP monitor for water disinfection. An ORP level of 800 or higher is maintained in this tank to provide disinfection in up to 30 GPM of water.
Injection loop #2 features a standard ozone mixing tank with a high range dissolved ozone meter to provide up to 20 GPM of water with ozone levels of 2.0 – 3.0 for surface sanitation applications.
Additional features of this system include a CDU-30 ozone scrubber for ozone off-gas and a high-temperature alarm. A UV-light system was also provided with this system to be used with the water disinfection ozone injection loop. This removes ozone from water and provides disinfected water with no ozone residual for a sensitive downstream process.
OST-60 Ozone System with 50 gallon ozone contat tank:
- 50-gallon ozone contact tank
- Dissolved ozone meter 0-10 ppm
- Oxygen purity meter
- Water flow switch
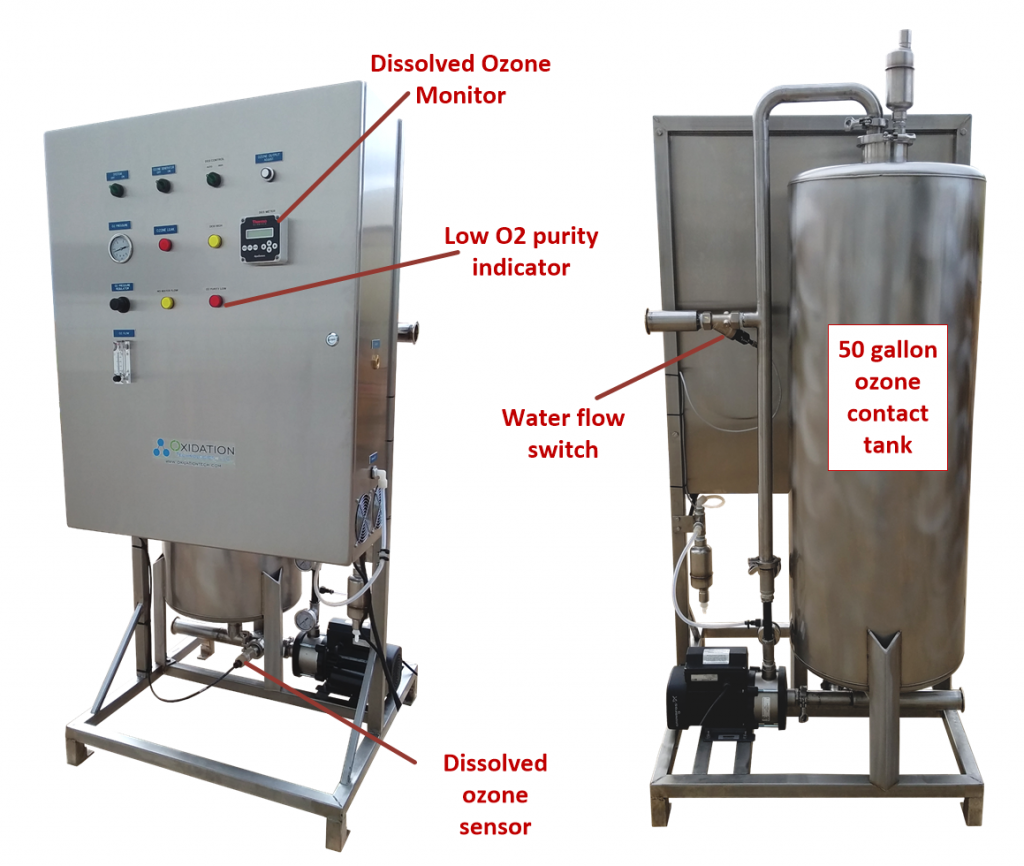
This system features a 50 gallon ozone contact tank to provide additional contact time with ozone and water. A dissolved ozone meter verifies dissolved ozone levels and offers control. The system can be turned ON/OFF with a water flow switch.
An oxygen purity meter is built into this system. This meter provides a digital reading of actual oxygen purity inside the cabinet. A low O2 purity indicator is provided on the enclosure as an alarm.
OST-100 Ozone System options:
- 50 gallon ozone contact tank
- Low-range dissolved ozone meter
- ORP monitor
- Sanitary ozone transfer pump with VFD and power disconnect
- Water flow meter
- HMI touchscreen for automated system operation
This custom system was built to specific requirements by this customer. A 50 gallon ozone contact tank was provided on the system. A large ozone transfer pump with a sanitary impeller was provided with a VFD to achieve a specific water flow-rate through the system. This water flow rate was measured with the water flow meter. Dissolved ozone and ORP are measured and controlled on this system based on water flow-rate and customers’ needs. All this control and set-up is performed with the touchscreen HMI panel built onto this system.
Subjet: Odor treatment in Bitumen/Asphalt plant.Unloading/Loading from Trucks/trailers to the Tanks, Resevoires
We are participating in a project to eliminates odor in Bitumen quarry plant.
The primary source of emissions in Bitumen terminal facilities is the escaping vapors from atmospheric breather vents in tank roofs and open loading domes of truck/trailers.The quantity of Trucks are (150) unloading 7000m3 in( 8 months per year). Because in winter the plant will close 4 months.
These vapors contain varying concentrations of Hydrogen Sulfide (H2S), mercaptans, and Volatile Organic Compounds (VOCs) which are odorous and reduce the air quality in the plant facility and surrounding community.
If you have the solution please let us know.
Kind regards
CHARLES JAWDE | [email protected]
Tel. 514 316.0400 | Cell. 514 378.9889
4867 rue Levy, St-Laurent, QC H4R 2P9
……………………………………………………………………………………………………………………………………………….
Environmental practices for hot mix asphalt plants
PARTICULATES:
Most of the particulate matter, or “dust” which may be generated at the hot mix asphalt plant consists of inert mineral aggregate.
Dust created in the hot mix production process may be categorized as either the “open fugitive” type or “ducted” type.
-Open fugitive dust may be generated from the delivery, storage and handling of aggregates and from general plant and yard activities.
Potential points of origin include stockpiles, cold feed bins, and traffic areas, conveyor belts, screens and material transfer points.
Ducted particulate matter is typically generated during the aggregate heating and drying process. It is properly managed through the asphalt plant’s environmental control systems.
GASEOUS EMISSIONS :
Gaseous emissions are the products of combustion from all sources. They are directly related to production volumes and energy consumption. The most obvious emission in the asphalt plant is the white plume from the plant’s stack and is the direct result of drying the large aggregate component of the mix; which is simply steam. Gaseous emissions of hot mix production consist of Sulphur Oxides (SOx), Nitrogen Oxides (NOx), Carbon Monoxide (CO) and Total Organic Compounds (TOCs). Inorganic Emissions Inorganic gases (SOx, NOx, CO) are from the production process and are generally/directly related to the combustion process in the dryer. The types of burners used in the process should be by design highly efficient ensuring the products of combustion are well within regulated levels. Nitrogen Oxides ( NOx) originate from the combustion in the dryer, drum, and hot oil heaters or generator sets. They are influenced by the nitrogen content of the fuel, amount of excess air, flame temperature and burner type. For Hot Mix Asphalt Plants Sulphur Oxides (SOx ) are also created by the burning process in the dryer/drum, hot oil heaters and diesel generator sets. They are influenced by the Sulphur content in the fuel. Carbon monoxide (CO) emissions are usually related to an incomplete combustion process in the dryer/drum, the hot oil burner and generator sets.
Emission levels are determined by process efficiency, which may vary according to the type of fuel. Total Organic Compounds (TOC) Organic emissions, another product of combustion, consist of a large group of substances generally referred to as hydrocarbons. Hydrocarbon emissions originate with the use of organic materials (asphalt cement) and fuels in the production process. Incomplete fuel combustion is the main source of hydrocarbon emissions in the hot mix operation.
Potential sources of hydrocarbon emissions include: asphalt cement tanks (especially during delivery); the batch or drum mixer; hot mix storage silos, and load-out areas. Emissions of organic compounds are directly related to heating temperatures and the type of asphalt cement.
The composition of Reclaimed Asphalt Pavement (RAP) used in a mix may also affect hydrocarbon emissions.
ODOR:
Odor is an environmental concern, generally recognized as a potential nuisance that may affect neighbours. A major source of odor in hot mix production is asphalt cement and is related to its crude oil source and type, Sulphur content and temperature. Points of origin include delivery vehicles, storage tanks and load-out areas. Other contributing sources of odor emissions may include the use of some aggregate types, special additives such as certain liquid anti-stripping agents or polymers, and the use of RAP in the mix. Also of concern are fuels with high sulphur content and petroleum-based solvents used as cleaners or release agents
CHARLES JAWDE | [email protected]
Tel. 514 316.0400 | Cell. 514 378.9889
4867 rue Levy, St-Laurent, QC H4R 2P9