Ozone Applications
Clean In Place (CIP)
Ozone Use in CIP Systems
Clean-in-place (CIP) is a method of cleaning the interior surfaces of pipes, vessels, and process equipment, without disassembly. The washing process consists of several cycles in which detergents, caustic, acid, disinfectants and rinsing material is recycled through the process equipment via an automated system of tanks, valves, pumps, and heart exchangers managed by a programmable controller.
While conventional CIP significantly reduces the time and cost systems sanitation compared manual cleaning, elevated temperatures and chemical detergents are often required for complete effectiveness. As a result, significant amounts of energy and water are consumed in traditional CIP processes.

Water treated to a specific level of dissolved Ozone can improve the effectiveness of CIP because it is the strongest oxidant and disinfectant in commercial use that works well at reduced temperatures.
Conventional high-temperature CIP processes require energy and time to ramp the entire system up to the target temperature and cool down at the end of the process. Ozonated water can replace chlorinated sanitizers, peracetic acid, and hot water rinse in traditional CIP protocols. This reduces water for flushing and time for system cool down.
Ozone is a powerful oxidizing agent that can be used to disinfect and clean equipment and surfaces in a variety of industries, including food and beverage, pharmaceutical, and water treatment. In a CIP (Clean-In-Place) system, ozone is generated on-site and used to clean and sanitize equipment without the need for chemicals or hot water (or lower chemical usage).

Benefits of Ozone in CIP Systems:
- Ozone has no residual or by-products that could alter flavors of a beverage or other product.
- Environmentally friendly: Ozone is a safe and effective disinfectant that leaves no harmful residues. It is also a powerful oxidizer, which means it can break down organic matter and biofilms, making it an ideal choice for cleaning and sanitizing equipment that comes into contact with food or beverages.
- Cost-effective: Ozone can lower costs by eliminating hot water, lower water consumption, and lowering chemical usage. It can also reduce the amount of time and labor required to clean and sanitize equipment by reducing CIP cycles such as the final rinse cycle.
- Safe: By eliminating hot water and lowering chemical consumption safety risks of hot water, and chemical storage/handling can be reduced.

Potential cost savings of ozone use in CIP Processes:
- Water savings due to fewer cycles during CIP processes.
- Chemicals may be reduced, saving chemical costs.
- Water savings will translate to less wastewater, and potentially cleaner wastewater eliminating chemical by-products.
- Fewer CIP cycles shortens overall downtime for CIP process.
- Energy costs may be lowered due to less hot water consumption.
How Ozone Works in CIP Systems:
In a CIP system, ozone is generated on-site using an ozone generator. The ozone is then dissolved in water and circulated through the equipment to be cleaned. The ozone reacts with and breaks down organic matter, biofilms, and other contaminants, leaving the equipment clean and sanitized.
Ozone is a powerful and effective disinfectant that can be used to clean and sanitize equipment in a variety of industries. It is a safe, cost-effective, and environmentally friendly alternative to traditional chemical cleaning methods.
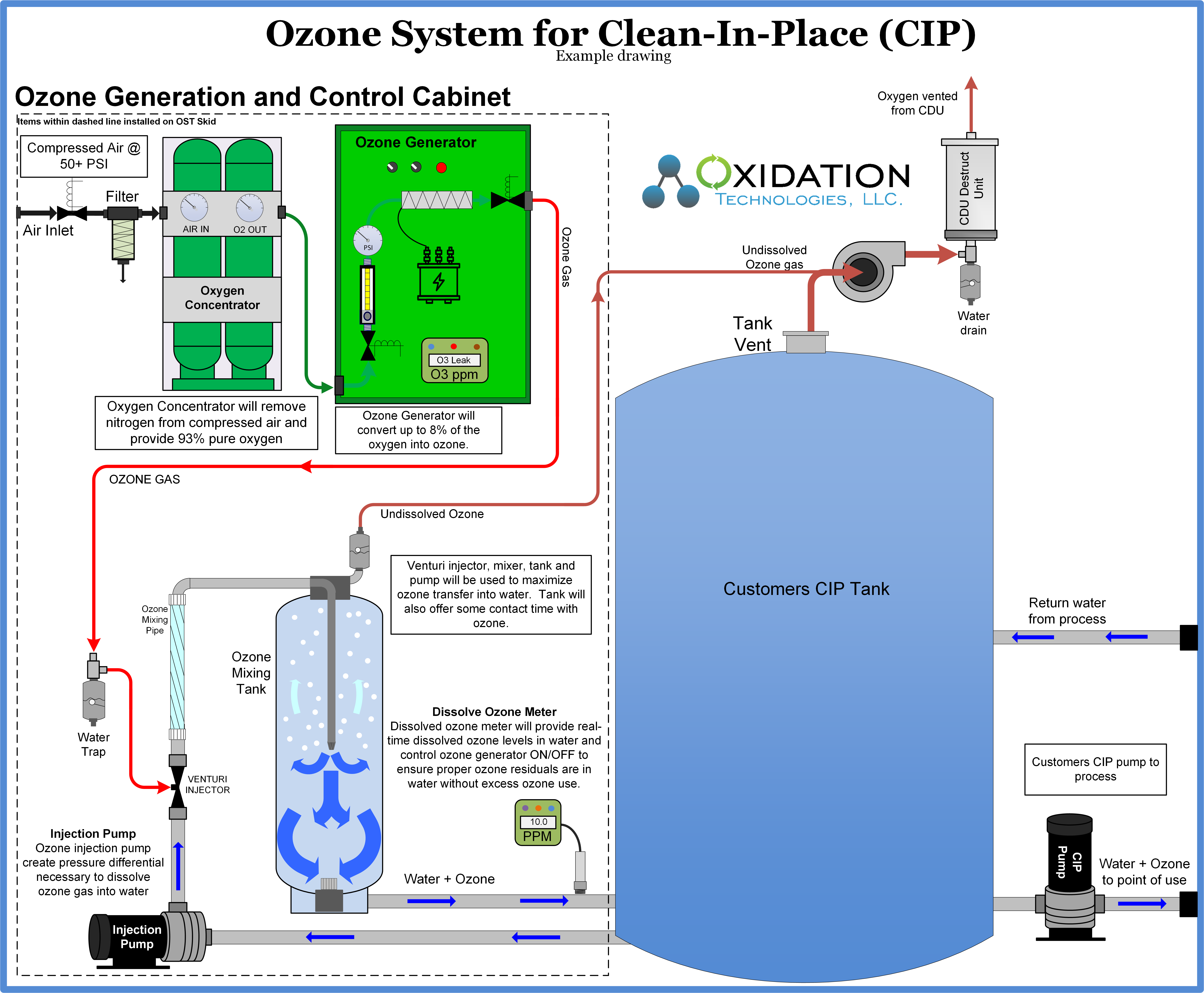
The drawing below provides the fundamentals of a turnkey ozone system. This system will produce ozone, dissolve that ozone gas into water, and circulate that water on a CIP batch tank, or CIP loop based on the specific end-user requirement.
Below are examples of this system in real-life. This is what an ozone skid looks like from the outside:
 |
 |
| OST-30 Ozone Water System | Rear view of OST-30 |
Ozone GRAS Approval:
Ozone was granted GRAS (Generally Regarded as Safe) by the USDA and FDA due to a petition filed by the EPRI (Energy Partners Research Institute) in an effort to gain more widespread use of ozone in food processing as an effort to reduce energy consumption. Both the original petition and the final handbook assembled by the EPRI are available in the links below. Additional information on ozone regulations can be found HERE.
Due to GRAS approval granted for the use of ozone the implementation of ozone is allowable for all food applications in the USA with minimal additional regulation.
Ozone in Organic Food Production:
Ozone is allowed for use in the organic production of food products. The National Organic Program (NOP) has allowed for the use of ozone to varying degrees in various applications. For more information on the use of ozone in organic food production follow this link.
Ozone Compared to Other Disinfection Methods:
When comparing the Ct values for ozone with those of other disinfectants, it becomes evident that ozone outperforms alternatives significantly. For example, ozone's Ct value of 1.9 is far superior to chlorine (Ct=122), chloramine (Ct=2,200), and chlorine dioxide (Ct=26) for a 99.9% reduction of giardia lamblia (equivalent to a 3 log reduction). Similarly, ozone's Ct value of 1.2 is much better than chlorine (Ct=8), chloramine (Ct=1,988), and chlorine dioxide (Ct=33) for a 99.99% reduction of viruses (equivalent to a 4 log reduction). These comparisons demonstrate that ozone's Ct values are anywhere from 6 to 1,000 times more effective than those of alternative disinfectants.
Unlike other disinfectants, ozone is not significantly affected by pH. Chlorine, for instance, becomes less effective as the pH of the solution increases. Additionally, ozone has gained recognition from the FDA as an indirect food additive. Since ozone has a short half-life of about 20 minutes or less in aqueous solution, it quickly dissipates on equipment surfaces, further minimizing potential issues associated with its use.
Ozone is already being used commercially for washing fruits, vegetables, and fish, as well as for the fumigation of grains and mushrooms. Ongoing studies are exploring its potential applications in other areas, such as nuts, meat, and eggs. Moreover, ozone does not generate toxic byproducts or leave residues in the wash water after use, as it breaks down into oxygen. In contrast, chlorine-based chemicals can form chlorinated organic compounds that have been regulated as possible carcinogens. By avoiding the formation of such byproducts and producing only oxygen as a breakdown product, ozone use may eliminate the need for a final rinse, thus reducing overall water consumption during the process.
Another significant advantage of ozone is that it can be generated on-site, producing only the necessary amount required. This eliminates the need to purchase and store chemical biocides. Additionally, ozone machines are equipped with interlocks and ambient ozone monitors, ensuring that any leaks of ozone trigger an immediate shutdown before reaching concentrations of concern. The US Occupational Safety and Health Administration (OSHA) sets a limit of 0.1 ppm of ozone for a 40-hour workweek, 50 weeks per year exposure. Commercial ambient ozone monitors are capable of detecting concentrations below 0.1 ppm.
Removal of Pseudomonas fluorescens biofilms from pilot-scale food processing equipment using ozone-assisted cleaning-in-place
When the CIP process was followed by application of an aqueous ozone step (10 ppm for 10 min), the treatment reduced biofilm cell population, on smooth and rough surfaces, below the recovery method’s detection limit (0.9 and 1.4 log CFU/ 100 cm2, respectively). These findings demonstrate the utility of ozone-assisted CIP in eliminating microbial biofilms on processing equipment
An evaluation of ozonated water as an alternative to chemical cleaning and sanitisation of beer lines:
Ozone reduced biofilm from initial levels by 3 (ozone) and 2.7 logs (chemical). Non-recirculation of media mimicked the effect of biofilm formation upon the microbial load of dispensed beer. Ozonated water gave a significantly higher reduction than chemical cleaner. Ozonated water also resulted in a reduction in microbial counts,
The Use of Ozone in a CIP System in the Wine Industry:
Ozone in water at levels of only 0.38 and 1.03 ppm were used for various time periods and showed better results than peracetic acid or combined use of soda and peracetic acid.
A green procedure using ozone for Cleaning-in-Place in the beverage industry:
Ozone treatment dramatically improved the removability of d-limonene, removing 87% from the EPDM gasket at 60 min and 100% from the silicone gasket at 30 min.
The Use of Ozone in a CIP System in the Wine Industry:
This study tested the efficacy of ozone in a CIP system of a wine industry, for that, a hose that transported wine was submitted to the following treatments: ozonated water at 28 ± 1 °C (in concentrations of 0.38 and 1.03 ppm for one, five and nine minutes); hot water (85 ± 1 °C for 15 minutes); peracetic acid (0.3% for 15 minutes); and a caustic soda solution (2%) with peracetic acid (0.3% for 15 minutes). The results indicate that the use of ozonated water is more effective than the isolated use of peracetic acid and the combined use of soda and peracetic acid.
Authors: Aline Cristina Guillen , Carolina Pereira Kechinski & Vitor Manfroi
Source: Pages 355-360 | Received 18 Jan 2010, Accepted 27 Apr 2010, Published online: 04 Oct 2010
Link: HERE
Optimization of CIP Process for Ozone Sanitization Retrofit:
The inclusion of ozone sanitization in Clean-In-Place (CIP) processes promises multiple benefits
to the food processing and beverage industries. Chief among these is the reduction in plant down
time during the CIP procedure, a benefit which goes directly to the bottom line as increased plant
production. Over the years, numerous white papers have lauded the inclusion of ozone sanitization in the CIP
process. These case histories credit ozone sanitization with a rapid reduction in bio-film and
demonstrate a significant return on the investment made in the ozone system; yet today only a
handful of plants include ozone a part of their CIP procedure. The lack of growth in ozone CIP sanitization suggests that integrating ozone into a CIP process
requires a level of knowledge and commitment beyond that required for other ozone
applications. This paper examines the intricacies of optimizing a beverage CIP system in
preparation for retrofit with an ozone sanitization system; illustrating how the benefits of ozone
sanitization are highly dependent on the skill at which the ozone system is integrated into the
existing CIP process.
Authors: James R Jackson1 and Arturo Enriquez2
Ozone as an Antimicrobial Agent in Food Extraction Processes:
With the FDA and USDA acceptance of the 2001 EPRI Food Additive Petition that allows the use of ozone as a contact antimicrobial agent in food processing, numerous food processing studies utilizing both gaseous and aqueous ozone were undertaken. The study herein traces the evolution of the use of ozone in food processing and presents how this evolution led to the emergence of the use of ozone as an antimicrobial agent in the extraction of food grade proteins, spices and essential oils.
Extraction processes traditionally utilized chemical solvents such as hexane, acetone and ethylene dichloride that selectively dissolved biological components in food products. Once the desired components were dissolved, they were reclaimed through solvent removal processes. These chemical extraction processes are being replaced by more gentle processes that utilize solvents such as carbon dioxide, ethanol and water for extraction. Today many proteins are extracted using cool water. Extractions at higher temperatures render the final products unusable. These cool water extractions can result in environments highly suitable for microbial growth. To control microbial growth, processors utilize Best Manufacturing Practices (BMP’s) and HACCP programs that strive to ensure product environments that are not conducive to microbial growth.
The BMP’s utilized are raw product cleanliness, avoidance of cross contamination and equipment cleanliness. HACCP programs consist of procedures that ensure minimum exposure of raw products, intermediate products and final products to potential microbial contamination. Storage temperatures are monitored and antimicrobial treatments of storage areas are common. To supplement BMP’s and HACCP, ozone treatments are being investigated and adopted. These practices include raw product washes with ozonated water as well as employing gaseous ozone treatments. Whenever possible, inprocess treatments with aqueous and gaseous ozone are utilized. Final products and product storage areas are often treated with gaseous ozone.
Because ozone does not leave harmful residues on processing equipment, it is being tested as a clean-in-place (CIP) treatment for many processes. These CIP treatments are used both as cleaning techniques prior to shutting down process lines and intermediate cleaning during facility down-times. Preliminary results indicate that ozone CIP coupled with chlorine rinses can provide excellent microbial control. Residual chlorine can be removed with a quick ozone rinse prior to start-up. Ozone use in extraction processes and the utilizing of CIP procedures in extraction plants are very promising uses of ozone technologies.
Authors: Charles D. Sopher David M. Peele, James H. Johnson, Harriet Flannery Phillips
An evaluation of ozonated water as an alternative to chemical cleaning and sanitisation of beer lines:
A reduction in beer quality may arise from biofilm development in beer lines. Regular cleaning is, therefore, essential. A comparison between traditional chemical cleaner and ozonated water was made using a model dispense system, challenged with organisms isolated from a brewery (Enterobacter and yeast). The effect of each treatment on survival and biofilm formation at four sites in the model was investigated. Both systems reduced biofilm from initial levels by 3 (ozone) and 2.7 logs (chemical). Non-recirculation of media mimicked the effect of biofilm formation upon the microbial load of dispensed beer. Ozonated water gave a significantly higher reduction than chemical cleaner. Ozonated water also resulted in a reduction in microbial counts, with the exception of the fob detector, during a dispense protocol that mimicked normal-use conditions. Ozonated water has the potential for use as a cleaning and sanitisation agent for commercial beer lines as it leaves no residues, preventing possible product taint.
Authors: Louise M. Fielding, Andrew Hall and Adrian C. Peters
Source: Food Research & Consultancy Unit, Cardiff School of Health Sciences, University of Wales Institute
Ozone in Wineries and Wine Processing: A Review of the Benefits, Application, and Perspectives:
Ozone (O3) is an emerging eco-friendly technology that has been widely used in the beverage industry due to its broad spectrum of usages, such as fermentation, microbial inactivation, Clean-in-Place (CIP) systems, and postharvest treatment. Wine is among the most financially profitable sectors of the beverage industry. Ozone technology as an alternative approach to conventional methods to inhibit microbes in wine processing and wineries has attracted researchers' attention as this emerging technology will probably play important roles in wineries in the future. This review discusses the prospective applications of ozone in winemaking and wineries and elaborates on ozone's antimicrobial effects on the control of the broad spectrum of microorganisms during wine processing. Also, this paper provides discussions on its effects of O3 on wine quality and the benefits this emerging technology can bring to wineries. Ozone treatments can improve yeast fermentation by impacting the yeast ecology of postharvested wine grapes, mainly by affecting apiculate yeasts and adjusting the population of undesirable yeasts, such as Brettanomyces spp., during the fermentation process. Furthermore, ozone treatment may enhance wine's anthocyanin concentration, physicochemical properties, color, pH, oxidative stability, and concentration of pleasant volatile compounds and esters. This article presents important information to have a better understanding of the impact of ozone treatment on different stages of wine preparation.
Authors: Parisa Mostashari, Mohsen Gavahian, Shima Jafarzadeh, Jia-Hsin Guo, Milad Hadidi, R. Pandiselvam, Elcin Huseyn, Amin Mousavi Khaneghah
Link: HERE
Ozone Cip: Ozone Cleaning in Place in Food Industries:
Cleaning and disinfection operations are of great importance within the food processing industries for food safety reasons but they produce a significant environmental impact in terms of water consumption and wastewater production. Most care areas in food industries rely on a range of chemicals such as chlorine, quaternary ammonium compounds, bromine or iodine products, among others, however, health and environmental concerns are supporting the need for alternative sanitation technologies. Ozone might play an advantageous role in Cleaning in Place operations as an alternative to other sanitizers with several potential environmental advantages. This paper describes the progress made in a Life funded demonstration project with the objective to obtain data that demonstrates the environmental advantages of replacing some conventional sanitizers by ozone concerning cleaning in place systems. An analysis of the different factors involved in an ozone based CIP system is commented, comments in relation to Best Available Technology concerning to cleaning and disinfection are presented, environmental data related to current cleaning operations obtained in collaborating industries of the winery and dairy sectors is shown and a pilot plant designed to perform the demonstration trials is described, finally the potential environmental advantages and the necessary performance indicators are discussed
Authors: Albert Canut, Andrés Pascual
Source: Research Association on Food Industry (ainia).Quality, food safety and environment department.
Removal of Pseudomonas fluorescens biofilms from pilot-scale food processing equipment using ozone-assisted cleaning-in-place:
Biofilm formation in food processing environment and within equipment increases the risk of product spoilage and contamination with pathogens. Cleaning-in- place (CIP) operations are useful in removing soils and in sanitizing processing equipment, including eliminating biofilms. However, CIP is a resource-intensive process, particularly in the usage of chemical detergents, heat, and sanitizers. The current study was initiated to investigate the feasibility of integrating ozone into CIP operations to facilitate the elimination of Pseudomonas biofilm, with the long- term goal of decreasing the dependance on conventional cleaning and sanitizing reagents. To investigate integrating ozone into CIP, a robust biofilm of Pseudomonas fluorescens was developed on a pilot-scale food processing equipment after 2 days of incubation in 10% skim milk (skim milk-water mixture, 1:9 v/v) under stagnant conditions, followed by additional 5 days of circulation while feeding 10% fresh skim milk. CIP was applied using water prerinse at 22–25°C, alkaline cleaning with 0.2% potassium hydroxide at 50°C, and a final water rinse. These CIP operations reduced planktonic cell populations below the detection method’s limit but did not fully remove P. fluorescens biofilm from either smooth or rough surfaces of the processing equipment. When the CIP process was followed by application of an aqueous ozone step (10 ppm for 10 min), the treatment reduced biofilm cell population, on smooth and rough surfaces, below the recovery method’s detection limit (0.9 and 1.4 log CFU/ 100 cm2, respectively). These findings demonstrate the utility of ozone-assisted CIP in eliminating microbial biofilms on processing equipment, but further research is needed to optimize the use of cleaning agents and the application of ozone.
Authors: Goksel Tirpanci Sivri 1,2, Ahmed G. Abdelhamid 1,3, David R. Kasler 1 and Ahmed E. Yousef 1,4*
Source: Department of Food Science and Technology, The Ohio State University, Columbus, OH, United States, - Department of Food Engineering, Faculty of Agriculture, Tekirdağ Namık Kemal University, Tekirdağ, Türkiye, - Botany and Microbiology Department, Faculty of Science, Benha University, Benha, Egypt, - Department of Microbiology, The Ohio State University, Columbus, OH, United States
A green procedure using ozone for Cleaning-in-Place in the beverage industry:
Cleaning-in-Place (CIP) in the beverage industry is typically carried out in production lines with alkaline and acidic solutions with detergents. This cleaning not only produces alkaline and acidic wastewater with detergents but also takes significant time. One of the important targets for CIP is adsorbed odorous compounds on gaskets, hence, we have tried to establish a rapid and green CIP process to remove traces of such compounds, especially d-limonene, an odorous component of orange juice, using two approaches; an ozone cleaning method and a change of gasket material from ethylene propylene diene monomer (EPDM) rubber to silicone rubber. By changing the gasket material from EPDM rubber to silicone rubber, the removability of d-limonene by typical alkaline and acidic cleanings with detergents was improved. However, complete removal of 4 mg g−1 of d-limonene on both EPDM and silicone gaskets could not be achieved even using a series of conventional cleaning procedures that included alkaline and acidic cleaning for 220 min. Ozone treatment dramatically improved the removability of d-limonene, removing 87% from the EPDM gasket at 60 min and 100% from the silicone gasket at 30 min. The combination of the silicone gasket and ozone treatment resulted in the most effective cleaning. The main removal mechanism for ozone treatment was confirmed to be oxidation by molecular ozone. Effectiveness of changing the gasket material from EPDM rubber to silicone rubber in reducing residual amounts of odorous compounds adsorbed on the gaskets was also confirmed for furfural and 4-vinylguaiacol.
In recent years the beverage industry has seen a steady increase in non-mass and jobbing production as opposed to mass production. In this production style, typically one production line is used to produce multiple products. Water and time are required for the cleaning and disinfection of the production line and filling equipment to prevent cross-contamination before changing to a different product. Frequent automatic cleaning, termed Cleaning-in-Place (CIP), is, therefore, applied. CIP normally consists of cold or hot water flushing, alkaline cleaning with detergents, acidic cleaning with detergents and disinfection by chemical disinfectants such as sodium hypochlorite (Eide et al., 2003). Water flushing is conducted to remove residues in pipes. However, many deposits cannot be removed by water alone or removal takes too long. Therefore, cleaning chemicals based on acidic or alkaline solutions are used to modify the deposit into a removable form (Fryer and Asteriadou, 2009). Alkaline solutions can dissolve mainly fats and proteins whereas acidic solutions can remove minerals. The detergents in both alkaline and acidic solutions enhance the solubility of adsorbed organic compounds and facilitate their desorption.
Minimization of the environmental impact of CIP is important. Cleaning with alkaline or acidic solution can generate large volumes of wastewater that may be of very high or low pH and have high COD due to both deposits and cleaning chemicals. However, use of cleaning chemicals is necessary to shorten the time for CIP.
Appropriate management of industrial wastewater involves not only in-plant control alternatives such as waste minimization, reuse, water use reduction but the application of end-of-pipe treatment (Oktay et al., 2007). Although a management strategy sometimes skips the first stage for the financial outlay, in-plant control applications have a potential to reduce total wastewater management cost by the reduction of pollutant loading to be treated (Erdogan et al., 2004). Innovative in-plant control technologies should be developed to minimize water use and chemicals for CIP.
One of the important targets and significant challenges for CIP is odor. Contamination by trace odours from previous products would degrade production quality. For example, lipophilic aroma compounds such as d-limonene and methyl butanoate from orange juice (Arena et al., 2006, Qiao et al., 2007), 1-hexanol from apple juice (Elss et al., 2006) and 4-vinylguaiacol from coffee (Mayer et al., 2000) can be adsorbed on pipe surfaces and especially on rubber of gaskets, and be resistant to cleaning.
The challenge for innovative and efficient CIP is to use ozone rather than cleaning chemicals and not to use alkaline and acidic solutions. Ozone is a powerful oxidant and is frequently used for the decomposition and removal of organic compounds, especially odorous compounds, in air and water (Lalezary et al., 1986, Glaze et al., 1990). Moreover, ozonized water has been used in the semiconductor process as a cleaning solution (Uemura et al., 2007). Therefore, ozone would be expected to have the ability to remove organic deposits such as trace odorous compounds remaining in pipes. Ozone has a great advantage compared to alkaline and acidic solutions with cleaning chemicals because portions of deposits can be degraded by ozone and ozone itself is also degraded to oxygen during treatment and does not remain in the wastewater. In contrast, with conventional treatment, degradation of deposits does not occur and thus the alkaline and acidic wastewaters with deposits and cleaning chemicals require further wastewater treatment.
Gaskets in the production pipe lines must also be considered, since deposits can form on rubber surfaces. Rubber compounds used for pipe lines in the beverage industry are mainly ethylene-propylene-diene monomer (EPDM) rubbers, which have no unsaturated bonds in the main chain and are, therefore, resistant to ozone, thermal aging and weather (Rutherford et al., 2005). Moreover such rubbers have an economical advantage over other rubber compounds such as those based on chloroprene, acrylonitrile-butadiene/polyvinyl chloride, nitrile and silicone. Greene et al. (1994) found that among gasket materials used in fluid food processing, ozone treatment affected the tensile strength of EPDM and Viton, whereas the tensile strengths of polyethylene, silicone rubber and PTFE were not significantly affected; the authors concluded that the effects of ozone treatment on the physical properties of the gasket materials studied were minor even though slight effects were observed on EPDM and Viton. Polyethylene, silicone rubber and PTFE, are, therefore, considered to be strong candidates for gasket materials that would be amenable to ozone cleaning. However, to date, there have been no evaluations of gasket materials from the standpoint of cleaning.
In this study we sought to establish a rapid and green CIP process to remove trace odorous compounds from beverage products adsorbed on gasket rubber. Two removal approaches were tested; the application of an ozone cleaning method and changing of the gasket material from EPDM rubber (EPDM gasket) to silicone rubber (silicone gasket).
Materials:
The flavor of an orange consists of more than 200 compounds (Shaw, 1991) and limonene is the most abundant (Gomez-Ariza et al., 2004). Major constituents of apple juices and aromas were reported to be 1-hexanol, 1-butanol, E-2-hexenol, E-2-hexenal and butyl acetate, and 1-hexanl showed the highest concentration both in the juice and aroma (Elss et al., 2006). The major component of an apple juice concentrates was also reported to be furfural (Elss et al., 2006). 2-Furfurylthiol,
Effect of gasket materials on conventional cleaning method:
To evaluate the effect of gasket materials on conventional cleaning method d-limonene was used. Both acidic and alkaline cleaning are effective at reducing the amount of d-limonene adsorbed on both types of gaskets (Fig. 1a and b). However, the removal efficiencies for d-limonene adsorbed on the EPDM gaskets were less than 40% in 60 min for both alkaline and acidic cleanings, whereas those for d-limonene adsorbed on the silicone gaskets were 50% and 65% for 60 min of alkaline and acidic
Conclusions:
In this study we have sought to establish a rapid and green CIP procedure to remove the trace odorous compound adsorbed on rubber gaskets. We investigated the application of an ozone cleaning method and a change of gasket material from EPDM to silicone. By changing the gasket material from EPDM rubber to silicone rubber the removability of d-limonene by typical alkaline and acidic cleaning solutions with detergents was improved.
Authors: Wataru Nishijima, Tetsuji Okuda, Satoshi Nakai, Mitsumasa Okada
Sources: Environmental Research and Management Center, Hiroshima University, 1-5-3 Kagamiyama, Higashi-Hiroshima, Hiroshima 739-8513, Japan - Graduate School of Engineering, Hiroshima University, 1-4-1 Kagamiyama, Higashi-Hiroshima, Hiroshima 739-8527, Japan - Graduate School of Art and Science, The Open University of Japan, 2-11 Wakaba, Mihama-ku, Chiba 261-8586, Japan
Link: HERE
Minimizing the environmental impact of cleaning in winemaking industry by using ozone for cleaning-in-place (CIP) of wine bottling machine:
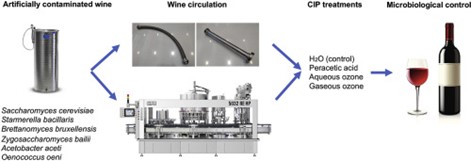
In winemaking industry, good cleaning and sanitization practices are essential in bottle filling process to preserve quality and avoid subsequent alterations after bottling, when microbes find environment favourable for their development. Devices connected by pipelines, like wine bottling machines, are usually cleaned using Cleaning-in-Place (CIP) method, generally requiring a high consumption of water and the use of chemical cleaning detergents with a negative impact on the environment. Ozone has recently attracted attention due to its efficacy against a broad spectrum of microorganisms and its ability to clean leaving no residues on treated surfaces, protecting the environment and human health. This study aimed to investigate the impact of aqueous (3.5 mg/L for 15 and 30 min of contact time) and gaseous ozone (30 μL/L for 30 and 60 min of contact time) treatments in comparison with usual sanitizing treatment with peracetic acid (1% for 15 min of contact time) on six wine related microorganisms of oenological significance for their potential proliferation in the bottled wine. To this end, an artificially contaminated wine was used to fill rigid and flexible stainless-steel pipes and a bottling machine. The effectiveness of each treatment was evaluated using culture-dependent approach. The microorganisms showed different sensibilities to the treatments, dependent on the sanitization method used. The exposure to aqueous ozone for 30 min was the most effective treatment for pipes cleaning, followed by peracetic acid. On the other hand, when considering the bottling machine, the use of peracetic acid as sanitizing agent led to a complete removal of the cells, while aqueous ozone for a contact of 30 min was able to eliminate all microorganisms except S. cerevisiae.
Yeasts and bacteria are well known for their beneficial contribution in the fermentation of wine (Fleet, 2008). However, their presence in bottled wine during its shelf-life is undesirable for two reasons: (a) they depreciate the sensory appeal of the wine, and (b) some species can modify desired characteristics of the wine (Fleet, 1992). Wines are considered spoiled when they no longer appeal to the consumer. Generally, they have an unpleasant odor, appearance, taste, texture, or a combination of these defects. Microorganisms like yeasts and bacteria are well known as agents able to cause spoilage when their growth is not desirable (Du Toit and Pretorius, 2000). This alteration can occur at any phase throughout the production chain, from the grapes prior to harvest, during harvest and processing (Pinto et al., 2015), but also in the bottled wine (Loureiro and Malfeito-Ferreira, 2003).
In wine production, the bottling process is the point after which any microorganism present is undesirable and generally deleterious for wine quality (Jacobson, 2005). In particular, many bottled wines may contain small amounts of residual glucose, fructose, or malic acid that are good growth substrates for microorganisms (Loureiro and Malfeito-Ferreira, 2003). In the event of microbial alteration, species of Acetobacter, Zygosaccharomyces bailii (Zuehlke et al., 2013) and Brettanomyces bruxellensis (Oelofse et al., 2008) are often responsible for this process, but other species of yeasts and bacteria able to grow in bottled wine conditions may occur (Cimaglia et al., 2018). In addition, wines could undergo undesired malolactic fermentation by lactic acid bacteria (LAB) generally Oenococcus oeni (Valdes la Hens et al., 2015), if the concentration of malic acid in bottled wine is higher than 0.1 g/L (Ribéreau-Gayon et al., 2006). Since wines are more likely to be contaminated at the time of bottling, winemakers have to prevent these problems before and during the wine bottling process itself as a point of no return in wine production. Effective management of hygiene conditions, sterile (membrane) filtration and correct dosage of antimicrobial agents at this stage are essential, in order to prevent the growth of spoilage yeasts (Du Toit and Pretorius, 2000) and bacteria (Bartowsky, 2009), and to reduce organoleptic alterations during wine storage. However, some winemakers believe that wine filtration compromises red wine quality. Consequently, there is a trend to bypass this process (Arriagada-Carrazana et al., 2005). To allow a clean bottling process, pipes and bottling machines that come into direct contact with unfiltered wine must be thoroughly cleaned and sanitized to reduce possible cross-contamination. Furthermore, in many wineries, the same production line is used to bottle multiple wines with different vintages and styles (such as red and white wines, sweet and aromatic wines). In such cases, usually only hot water is used for the cleaning of the production line and bottling machine, before changing to a different wine, and therefore the lack of sanitization could cause cross-contamination during bottling (Jacobson, 2005).
Frequent and automatic cleaning, namely CIP (Cleaning-In-Place), is often applied. The definition of CIP is given in the 1990 edition of the Society of Dairy Technology manual, as “cleaning of plant or pipelines circuits without dismantling or opening the equipment and with little or no manual involvement on the part of the operator” and “The process involves the jetting or spaying of surfaces or circulation of cleaning solutions throughout the plant under conditions of increased turbulence and flow velocity” (Romney, 1990). The use of CIP in food processing industry, like wine industry, usually consists of flushing cold or hot water, alkaline cleaning with detergents, acidic cleaning with detergents and disinfection by chemical disinfecting agents (Wirtaren and Salo, 2003). In the last decade, increasing environmental awareness has brought issues such as water scarcity and depletion of physical energy to the attention of the food and beverage industry (Pettigrew et al., 2015). Additionally, the chemical cleaning solutions used are not always biologically degradable (Tanmnay et al., 2014), while the cleaning processes contribute significantly to the overall wastewater in food processing. Hence, there is an increasing interest in the research of innovative technologies able to minimize the use of water and biologically non-degradable chemicals for CIP operation, since this problem represents one of the components of sustainable development from economic, environmental, safety and social aspects (Christaki and Tzia, 2002).
To this regard, the use of ozone (O3) as sanitizing agent is gaining attention in the last decades, mainly due to its simple use and the high antimicrobial activity against a wide spectrum of microorganisms (Khadre et al., 2001). Ozone can be an alternative to traditional chemical solutions for microbial control (Morata et al., 2017). This molecule, generated from atoms rearrangement when oxygen molecules are subjected to intense electric discharge, has some attractive features with potential applications in food and beverage industry (Horvitz and Cantalejo, 2014). Ozone auto-decomposes into oxygen without leaving residues in food, therefore its use does not require a final rinse of the treated material to remove any residual disinfectant. Such advantages make ozone attractive to the food and beverage industry, and consequently it has been declared as GRAS (Generally Recognised As Safe) for use in food processing by the United States Food and Drug Administration (FDA, 2001). Ozone, subsequently, gained approval as a direct additive for the treatment, storage, and processing of foods in the aqueous and gaseous phases (Morata et al., 2017). Ozone has also been used in the food industry in order to enhance food surface hygiene, sanitize food plant equipment, reuse wastewater, and reduce energy usage over time and plant waste (Guzel-Seydim et al., 2004).
In wine industry, applications of ozone have been proposed at different stages in winemaking, including sanitization of Petit Verdot (Bellincontro et al., 2017) and Barbera grape berries (Cravero et al., 2016), barrels (Guzzon et al., 2017) and tanks (Guillen et al., 2010). The antimicrobial potential of ozone (either in gaseous and aqueous form) was also evaluated against B. bruxellensis inoculated on post-harvest Barbera grapes (Cravero et al., 2018). Despite such uses of ozone in wine industry, little is known about the efficacy of this sanitizing agent in a CIP system. Therefore, this study aimed at investigating the effectiveness of gaseous and aqueous ozone in reducing the microbial load (including both yeasts and bacteria) present in flexible and rigid pipes (as components of the filling line) and in a bottling machine.
Bacteria and yeast strains:
Four yeasts and two bacteria species were used in the present study (Table 1). In particular, two commercial strains Saccharomyces cerevisiae Uvaferm BC® and Oenococcus oeni VP41 (Lallemand Inc., Montreal, Canada) and four strains belonging to the culture collection of DISAFA, namely Zygosaccharomyces bailii Zb23, Brettanomyces bruxellensis B23F, Acetobacter aceti Sc10 and Starmerella bacillaris FC54 (Department of Agricultural, Forest and Food Sciences, University of Turin, Italy) were
Flexible and rigid pipes sanitization treatments and effect on yeasts and bacteria:
The viable count of each of the six microorganisms (4 yeasts and 2 bacteria), recovered from rigid and flexible pipes before and after each treatment, is reported in Fig. 3. The initial load of yeasts and bacteria, after circulation of the artificially contaminated wine, in rigid and flexible pipes, and before the treatments, were: 5.45 ± 0.21 Log CFU/mL for S. cerevisiae, 5.24 ± 0.34 Log CFU/mL for Starm. bacillaris, 5.15 ± 0.21 Log CFU/mL for B. bruxellensis, 5.45 ± 0.24 Log CFU/mL for
Discussion:
The use of ozone as an antimicrobial agent in winemaking industry has been proposed for a number of yeasts and bacteria present on grapes (Guzzon et al., 2018) and winemaking barrels (Guzzon et al., 2017). In the present study, the possibility of using peracetic acid and ozone (either in aqueous or gaseous form) to remove yeasts and bacteria from stainless steel surfaces was investigated. The sanitizing agents used significantly improved the removal of the attached populations of each
Conclusion:
This is the first time that peracetic acid (common antimicrobial agent) and ozone (alternative innovative agent) were compared to reduce the population of six wine related microorganisms present in stainless steel pipes and bottling machine, after circulation of artificially contaminated red wine. Among treatments, aqueous ozone for 30 min contact time displayed enhanced antimicrobial activity, since it was the only treatment able to guarantee sanitization in rigid and flexible pipes.
Authors: Vasileios Englezos, Kalliopi Rantsiou, Francesco Cravero, Simone Giacosa, Susana Río Segade, Guglielmo Gai, Enrico Dogliani, Vincenzo Gerbi, Rolle, Luca, Cocolin, Luca Simone
White Papers:
- Removal of Pseudomonas from Food Processing Equipement using Ozone
- Optimization of CIP Process for Ozone Sanitization Retrofit
- Ozone Cleaning in Place in Food Industries
- Ozone as an Antimicrobial Agent in Food Extraction Processes
- An Evaluation of Ozonated Water as an Alternative to Chemical Cleaning and Sanitation of Beer Lines